

Technical Parameters
| Model | Plant Size | Total Power | Capacity |
| WOLFU-LDC-500 | 40 m × 11 m × 8 m | 361 kW | 500 kg/h |
| WOLFU-LDC-1000 | 50 m × 12 m × 8 m | 442 kW | 1000 kg/h |
Technical Standards
| Item | Requirement |
| Aluminum recovery rate | >98% |
| Black powder recovery rate | >98% |
| Powder content in aluminum | <2% |
| Aluminum content in powder | <2% |
| Qualified rate | 99% |
| Failure rate | <1% |
| CMR | ≥1.67 |
| Environmental Protection | Equipped with dust collector |

Product Overview
The WOLFU Lithium-ion Battery Recycling Plant is designed to efficiently recover valuable materials from waste lithium-ion batteries through an environmentally friendly physical separation process.
The recycling system integrates crushing, grinding, magnetic separation, screening, and airflow separation technologies to achieve high recovery efficiency while maintaining stable and safe operation.
This industrial recycling line is capable of processing multiple types of lithium-ion batteries and recovering valuable metals such as copper, aluminum, and black mass.
The system is widely used in battery recycling facilities, electronic waste recycling plants, and renewable energy recycling industries.
Applications
The lithium battery recycling plant can process a wide range of lithium-ion batteries, including:
- Cylindrical lithium batteries
- Prismatic lithium batteries
- Pouch lithium batteries
- Mobile phone batteries
- Battery shells
- Cathode materials
- Anode materials
- Other lithium-ion battery waste
Final Recovered Materials
After recycling, the system can recover valuable materials such as:
- Black mass
- Aluminum granules
- Copper granules
- Plastics
- Steel shells
- Separator plastics
The final output results may vary depending on the type and condition of the input battery materials.
Key Features
High Recovery Efficiency
The recycling system achieves over 98% material recovery efficiency, ensuring maximum value recovery from waste batteries.
Environmentally Friendly Process
The entire recycling process adopts physical separation technology, eliminating chemical pollution and reducing environmental impact.
Fully Automated Operation
The system integrates multiple machines and operates with high automation, reducing manual labor requirements.
Negative Pressure Dust Control
The recycling plant operates under a negative pressure system, preventing dust leakage and ensuring a clean working environment.
Stable Industrial Design
Heavy-duty industrial structure ensures long service life and reliable operation.
Material → Process → Final Product
| Raw Materials | Processing Technology | Recovered Products |
|---|---|---|
|
Cylindrical Lithium Batteries Prismatic Lithium Batteries Pouch Lithium Batteries Mobile Phone Batteries Battery Shells Cathode Materials Anode Materials |
Crushing Magnetic Separation Grinding Screening Gravity Separation Airflow Separation Material Classification |
Black Mass Copper Granules Aluminum Granules Steel Shells Separator Plastics Plastic Particles |
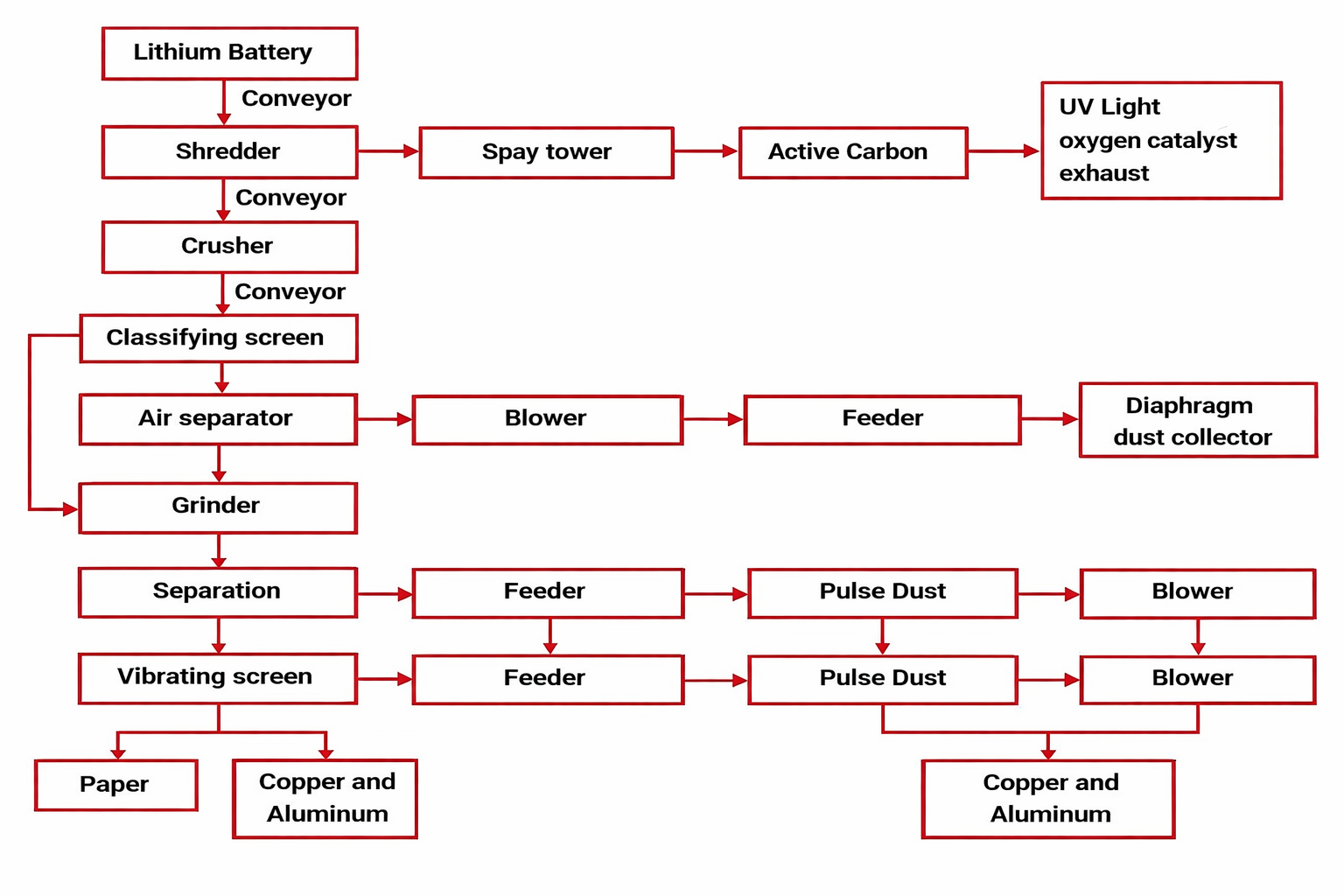
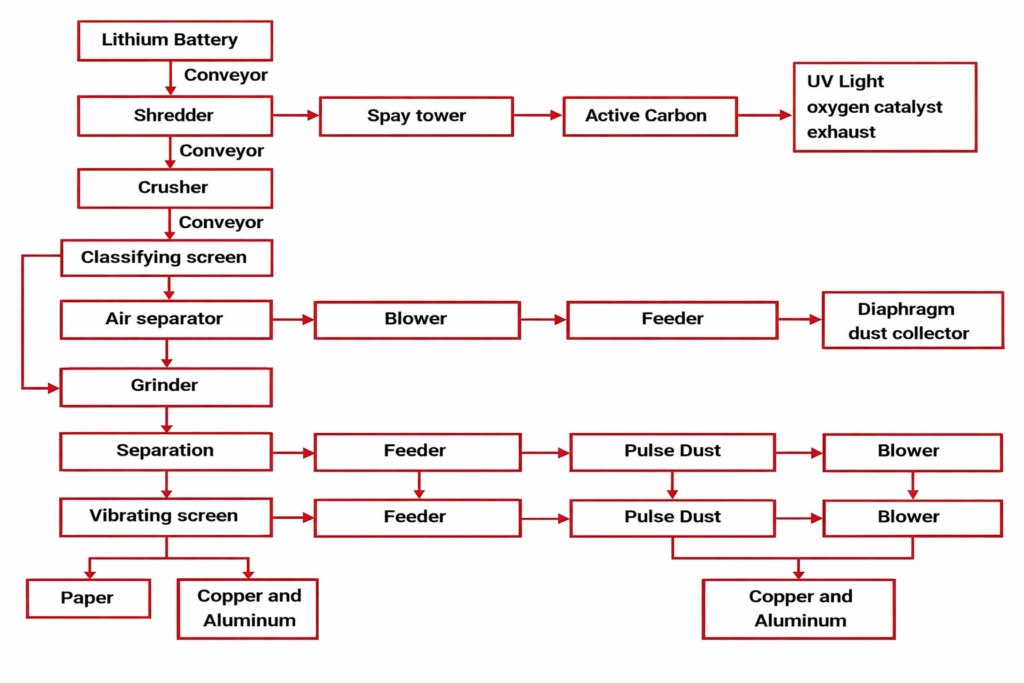
Lithium-ion Battery Recycling Process
The lithium battery recycling line mainly adopts mechanical processing technologies including:
- Crushing
- Magnetic separation
- Screening
- Grinding
- Gravity separation
- Air separation
These processes effectively separate:
- Cathode materials
- Anode materials
- Copper foil
- Aluminum foil
Waste lithium-ion batteries are treated as valuable metal resources and processed to maximize recovery efficiency.
The entire system operates under negative pressure and is equipped with a dust collection system to ensure environmental protection and operational safety.
Working Process
The lithium battery recycling plant mainly includes the following equipment:
Shredder
Cuts lithium batteries into smaller fragments.
Hammer Crusher
Performs secondary crushing of shredded battery materials.
Grinding Machine
Grinds the crushed materials into fine powder.
Separator
Separates materials after grinding.
Magnetic Separator
Separates magnetic metals such as nickel.
Gravity Separator
Separates materials based on density differences.
Air Separator
Separates lightweight and heavy materials through airflow.
Grading Screen
Screens and classifies processed materials.
Dust Collector
Collects dust generated during the recycling process.
Pulse Dust Cleaner
Purifies dust produced during system operation.
High-pressure Blower
Maintains negative pressure inside the system to prevent dust leakage.
Our Advantages
- Environmentally friendly physical separation technology
- Over 98% separation efficiency
- Fully automated recycling system
- Advanced dust collection system
- Stable industrial design with long service life
- Professional installation and training support
Customer Support
WOLFU provides comprehensive services for customers worldwide:
- On-site installation and commissioning
- Professional technical training
- Operation and maintenance guidance
- Troubleshooting support
- Lifetime technical service









